
چه چیزی هست؟ دستگاههای برش پرپگ با ماشینکاری عددی کامپیوتری (CNC) ?
عملکرد اصلی و اصل کار
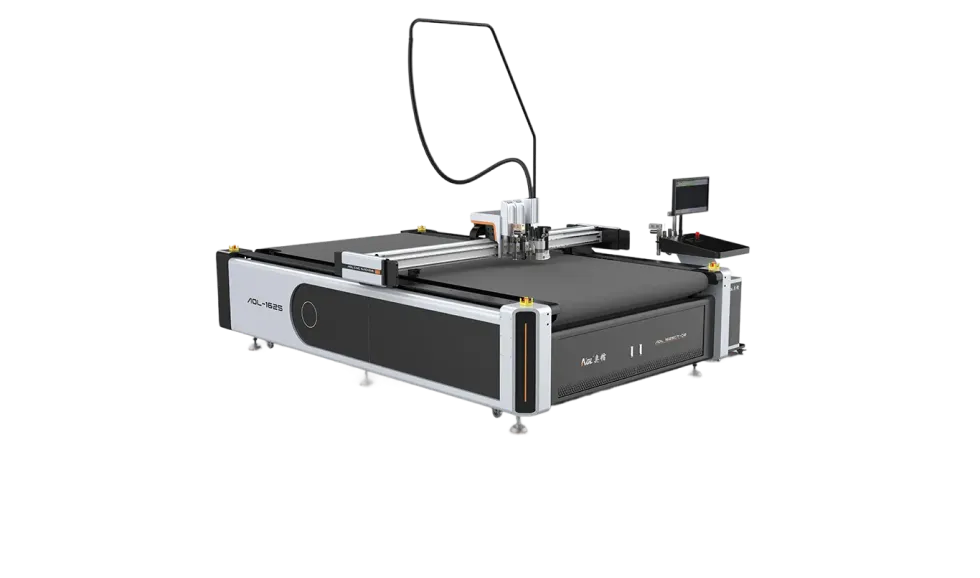
دستگاههای CNC برای برش پرپرگ، شکلدهی دقیق به این مواد کامپوزیتی پیشآغشته—مانند فیبر کربن، فیبر شیشه و انواع مختلف پرپرگهای ترکیبی—را انجام میدهند. این دستگاهها بر اساس نرمافزارهای CAD/CAM کار میکنند و متکی به روشهای دستی نیستند. آنچه در اینجا اتفاق میافتد در واقع بسیار جالب است: سیستم این نقشههای دیجیتالی را دریافت کرده و آنها را به حرکت واقعی از طریق موتورهای سروو و کنترلکنندههای بسیار دقیق تبدیل میکند. ابزار برش خود میتواند تیز یا نوسانی باشد و در مختصات مشخصی و با عمق دقیقاً مناسب حرکت کند تا تلرانسهای بسیار سختگیرانه زیر ۰٫۲۵ میلیمتر (±) را رعایت کند و در عین حال مقدار کمتری از مواد هدر رود. بهویژه در کاربردهای هوافضا، این سطح از یکنواختی اهمیت بسزایی دارد؛ زیرا در فرآیند لایهگذاری قطعات، هر لایه باید با دقت کامل روی صدها قطعهٔ بالقوه همتراز شود. کارخانههایی که از این سیستمها استفاده میکنند، معمولاً شاهد افزایش ۲۰ تا ۴۰ درصدی در سرعت چرخههای تولید خود نسبت به روشهای سنتی برش دستی هستند.
اجزای کلیدی: ابزارآلات، سیستمهای خلاء و کنترل حرکت
سه زیرسیستم یکپارچه، برشِ پایدار و با وفاداری بالا را تضمین میکنند:
- ابزار : قابلیت تعویض ابزارهای برش — از جمله چاقوی کششی، تیغههای فراصوت و ابزارهای پوششدار با الماس — که به نوع و ضخامت مواد (۰٫۱ تا ۱۰ میلیمتر) تطبیق مییابند و از جداشدن لایهها در پارچههای شکننده و آویزانشدن لبهها در الیاف شیشهای جلوگیری میکنند.
- سیستمهای خلاء : میزهای مکنده با فشار بالا، برگههای پیشآمادهشده چسبنده و نپختهشده را در حین برش بهطور محکم ثابت نگه میدارند و از لغزش و تحریف لبهها جلوگیری میکنند.
- کنترل حرکت : راهنمایهای خطی دقیق و پیچهای گلولهای، دقت موقعیتیابی ابزار را در محدودهی ۵ میکرون فراهم میکنند و با نرمافزار چیدمان (nesting) هماهنگ میشوند تا بازده استفاده از مواد را به حداکثر برسانند.
: سنسورهای پویای بازخورد نیرو، سرعت برش و نیروی فشار رو به پایین را بهصورت پویا بر اساس ویسکوزیته رزین و ساختار الیاف تنظیم میکنند — قابلیتی حیاتی در پردازش پیشآمادهشدههای ترکیبی یا حساس به دما.
چرا؟ دستگاههای برش پرپگ با ماشینکاری عددی کامپیوتری (CNC) عملکردی بهتر از روشهای دستی و سنتی
دقت، تکرارپذیری و کاهش ضایعات مواد
وقتی به برش پرپگ (prepreg) میرسیم، فناوری CNC تمامی حدسزدنها و تخمینهای انجامشده توسط اپراتورهای انسانی را حذف کرده و قطعاتی با دقت ابعادی شگفتانگیز تا سطح میکرون تولید میکند. این موضوع در تولید صنایع هوافضا اهمیت بسیار زیادی دارد، زیرا حتی تفاوتی به اندازه ۰٫۱ میلیمتر نیز میتواند ساختار کلی را ضعیف کند. روشهای سنتی دستی حدود ۳۰٪ از این مواد گرانقیمت پرپگ را هدر میدهند؛ اما با استفاده از سیستمهای CNC، نرخ ضایعات در تولید به کمتر از ۵٪ کاهش مییابد. چگونه؟ این ماشینآلات از نرمافزارهای هوشمند چیدمان (nesting) و میزهای خلأ پایدار استفاده میکنند که در طول فرآیند برش، تمامی قطعات را در جای خود نگه میدارند. مطالعهای اخیر انجامشده توسط مؤسسه پونئوم نشان داد که شرکتهایی که به سیستمهای CNC برای برش پرپگ روی آوردهاند، در عملیات میانیمقیاس خود بهطور میانگین سالانه حدود ۷۴۰۰۰۰ دلار صرفهجویی کردهاند.
سرعت، مقیاسپذیری و یکپارچهسازی با فرآیندهای کاری CAD/CAM
ماشینهای CNC میتوانند سرعت تولید را نسبت به روشهای دستی سنتی حدود ۷۰ درصد افزایش دهند. این امر از طریق چرخههای برش پیوسته، تعویض خودکار ابزارها و در واقع عدم نیاز به اصلاح اشتباهات ناشی از قالبهای خارج از مرکز انجام میشود. به عنوان مثال، یکی از شرکتهای بزرگ هوافضا پس از نصب سیستم جدید CNC برای پرپرگ، توانست تولید قطعات کامپوزیتی خود را از ۵۰ قطعه در هفته به ۵۰۰ قطعه در هفته افزایش دهد بدون اینکه حتی یک کارگر اضافی استخدام کند. اتصال مستقیم بین نرمافزارهای CAD/CAM این امکان را فراهم میکند که فایلهای DXF و DWG بهراحتی به دستورالعملهای عملیاتی ماشین تبدیل شوند و این امر خطاهای آزاردهنده ناشی از برنامهنویسی دستی را بهطور چشمگیری کاهش میدهد. و بیایید از پروتوتایپسازی خودرو نیز غافل نشویم که در این حوزه، این ماشینها زمان لازم برای تبدیل ایده به قطعهٔ تمامشده را از دو هفته کامل به حدود دو روز کاهش دادهاند.
معیارهای حیاتی انتخاب برای خریداران صنعتی
سازگاری با مواد و توانایی پردازش ضخامتهای مختلف (مانند فیبر کربن، شیشه و پرپرگهای ترکیبی)
در کار با مواد مرکب، انتخاب صحیح سازگاری مواد از اهمیت بالایی برخوردار است. الیاف کربن به دلیل سختی و سایندگی بسیار زیادشان، میتوانند بر روی تجهیزات بسیار مضر باشند؛ بنابراین اکثر کارگاهها مجبور میشوند از نوکهای الماسی یا ابزارهای برشی با نوک کاربید برای پردازش این مواد استفاده کنند. الیاف شیشهای چالشهای کاملاً متفاوتی ایجاد میکنند و اغلب نیازمند سیستمهای ضدپراکندگی (ضدپُرَش) ویژهای هستند تا در طول فرآیند پردازش، یکپارچگی مواد حفظ شود. مواد پیشترکیبشده ترکیبی (هیبریدی) نیز یک چالش دیگر را به این مجموعه اضافه میکنند و نیازمند کنترل دقیق نیروی اعمالشده هستند تا از مشکلاتی مانند کشیدهشدن رزین (smearing) یا خارجشدن الیاف جلوگیری شود. ماشینآلات باید بتوانند تمام ضخامتها را از لایههای بسیار نازکی با ضخامت تنها ۰٫۱ میلیمتر تا آن لایههای ضخیمتر با ضخامت حدود ۱۰ میلیمتر پردازش کنند. تنظیم صحیح فشار و کشش در اینجا حیاتی میشود تا از مشکلاتی مانند جداشدگی لایهها (delamination) یا کشیدهشدن ناخواسته مواد جلوگیری شود. کارگاههایی که در ابزارهای تطبیقی واقعالوقوع (real-time adaptive tooling) سرمایهگذاری نمیکنند، معمولاً شاهد افزایش نرخ ضایعات خود تا حدود ۲۵ درصد هستند که این افزایش به سرعت تأثیر مالی قابل توجهی دارد. کنترل دما نیز نقش بزرگی در این زمینه ایفا میکند، زیرا ویسکوزیته رزین از دفعهای به دفعهی دیگر تغییر میکند و برش باید حتی در صورت نوسان دمای محیط از ۱۵ تا ۴۰ درجه سانتیگراد در طول عملیات عادی، ثابت و یکنواخت باقی بماند.
قابلیتهای نرمافزاری، الگوریتمهای جایگذاری و آمادگی برای اتوماسیون
کیفیت نرمافزار واقعاً این روزها تعیینکنندهٔ میزان بلوغ یک فرآیند عملیاتی است. هنگام بررسی گزینهها، شرکتها باید بر سیستمهایی تمرکز کنند که قابلیتهای جایگذاری (nesting) مبتنی بر هوش مصنوعی را شامل میشوند؛ زیرا این قابلیتها میتوانند بازده مواد را به میزان ۱۵ تا ۳۰ درصد افزایش دهند. این نیز اهمیت دارد که آیا پلتفرم از واردسازی مستقیم فایلهای CAD در قالبهایی مانند DXF، DWG یا STEP پشتیبانی میکند یا خیر، تا کارگران مجبور نباشند تمام این دادهها را دوباره بهصورت دستی وارد کنند. پیشبینی آینده نیز اهمیت دارد. بررسی کنید که آیا نرمافزار با سیستمهای موجود مدیریت اجرای تولید (MES) و برنامهریزی منابع سازمانی (ERP) بهخوبی کار میکند و همچنین آیا با رباتهایی که بهصورت خودکار مواد را جابهجا میکنند، سازگان دارد یا خیر. این نوع ادغام، امکان اجرای عملیات بیسرپرست در طول شب را فراهم میکند — بخشی از این امکانپذیری ناشی از ابزارهایی است که خودشان تعویض میشوند و دوربینهایی که تمام سیستم را بهدرستی کالیبره میکنند. بر اساس یافتههای مجلهٔ Composites Manufacturing Magazine، کارگاههایی که از سیستمهای نرمافزاری کاملاً ادغامشده استفاده میکنند، زمان تغییر کار (job changeover) خود را حدود ۴۰ درصد کاهش دادهاند. و البته نباید تحلیلهای مبتنی بر ابر (cloud-based analytics) را فراموش کرد که شاخصهای کلیدی عملکرد (KPI) را بهصورت بلادرنگ پایش میکنند. این ابزارها به کاهش وابستگی به اپراتورها کمک میکنند و پیشبینی زمان لازم برای تعمیر و نگهداری را — پیش از وقوع مشکلات — آسانتر میسازند.
کاربردهای واقعی در صنایع هوافضا، خودروسازی و انرژی بادی
دستگاههای برش پرپرگ با استفاده از ماشینکاری عددی کامپیوتری (CNC) دقتی را فراهم میکنند که در شرایطی که عوامل عملکرد، صرفهجویی در وزن و محدودیتهای بودجه همگی در کنار یکدیگر قرار میگیرند، از اهمیت بالایی برخوردار است. در صنعت هوافضا، این دستگاهها پرپرگهای کربنی و شیشهای را پردازش میکنند که برای ساخت پرههای توربین، قطعات ماهواره و اجزای مختلف سازه هواپیما مورد استفاده قرار میگیرند. سطح جزئیات حاصلشده در مقیاس میکرونی، بهطور کامل ضروری است تا استانداردهای ایمنی پرواز تضمین شده و الزامات نظارتی رعایت گردد. سازندگان خودرو نیز اخیراً از این دستگاهها بهطور گستردهای استفاده میکنند، بهویژه برای تولید پنلهای سبکوزن بدنه، واحدهای پوشش باتری و قطعات تقویتکننده سازهای. این امر به شرکتهای خودروساز کمک میکند تا اهداف سختگیرانه کارایی سوخت تعیینشده توسط مقرراتی مانند استانداردهای CAFE و اروپایی Euro 7 را برآورده کنند و همزمان اتلاف مواد را کاهش دهند. تولیدکنندگان توربینهای بادی نیز از این فناوری بهره میبرند، زیرا نرمافزارهای خودکار ترازبندی (nesting) بیشترین ارزش ممکن را از ورقهای بزرگ پرپرگ — که در ساخت پوششهای پره و بخشهای سرپوشی (spar cap) به کار میروند — استخراج میکنند. با توجه به دادههای Astute Analytica در سال ۲۰۲۵ که قیمت مواد فیبر کربنی را بهطور حدودی ۷۴۰٫۰۰۰ دلار آمریکا در هر تن اعلام کردهاند، جای تعجبی ندارد که شاهد حرکتی گسترده در سطح صنعت به سمت فناوری برش پرپرگ با استفاده از CNC باشیم. در نهایت، هیچکس نمیخواهد در هنگام افزایش مقیاس تولید قطعات کامپوزیتی پیچیده، مواد گرانقیمتی را هدر دهد.
سوالات متداول
دستگاه برش پرپرگ CNC چیست؟
دستگاه برش پرپرگ CNC ابزاری است که برای برش دقیق مواد کامپوزیتی پیشآغشته، مانند الیاف کربن یا شیشهای، با دقت کنترلشده توسط رایانه و به جای روشهای دستی استفاده میشود.
دستگاههای CNC چگونه ضایعات مواد را کاهش میدهند؟
دستگاههای CNC از نرمافزار هوشمند چیدمان (nesting) و میزهای خلأ محکم استفاده میکنند که با حفظ ثبات مواد در حین برش و بهینهسازی چیدمان قطعات برشخورده، ضایعات را به حداقل میرسانند.
کدام صنایع از دستگاههای برش پرپرگ CNC بهره میبرند؟
صنایعی مانند هوافضا، خودروسازی و انرژی بادی از این دستگاهها بهره میبرند، زیرا نیازمند دقت و کارایی بالا در کار با مواد کامپوزیتی هستند.
معیارهای اصلی انتخاب برای خرید یک دستگاه برش پرپرگ CNC ?
عوامل مهم شامل سازگاری با مواد، قابلیتهای نرمافزاری، توانایی پردازش ضخامتهای مختلف و آمادگی برای اتوماسیون است تا اطمینان حاصل شود که دستگاه نیازهای خاص عملیات خریدار را برآورده میکند.